







You want your CNC machined parts to be good quality. You do not want them to cost too much or take too long to make. Smart design choices can lower costs by up to 40%. They can also make production faster. If you use tips from a CNC Machining Design Guide, you can avoid mistakes. Some mistakes are hard-to-machine corners or thin walls. GooDa Machinery has advanced CNC solutions to help you. These solutions give you fast and reliable results. Use these strategies early to save money and time.
Use standard tool sizes. This saves time and money. Standard tools are easy to set up. They help you avoid extra costs.
Keep part designs simple. Do not use complex features. Avoid sharp corners and deep pockets. This reduces machining time and errors.
Follow wall thickness guidelines. Proper thickness gives strength and stability. It stops parts from bending or breaking during machining.
Limit pocket depths. This helps tools last longer. It also makes machining easier. Shallow pockets give better surface finishes. They cause fewer errors.
Pick easy-to-machine materials like Aluminum 6061. Choosing the right material saves time. It makes your parts better quality.

When you make parts for CNC machining, picking the right tools is important. Using standard tool sizes saves money and time. Most workshops have standard cutting tools. These tools match common shapes and sizes. If you use standard drill bit sizes for holes, you skip extra steps. Custom sizes need special tools or more work, which costs more.
Standard cutting tools cost less and are faster to set up.
Using shapes like rectangles and circles means you do not need custom tools.
Standard drill bit sizes for holes cost less than custom ones.
Standard threads and hole sizes help you get quotes and make parts faster.
GooDa’s Machining Center uses many standard tools. You can change between standard tools quickly. This makes setup faster and gives you more time to machine parts.
Standardization makes designing easier. If you follow the CNC Machining Design Guide, your parts are easier to make. Standard features help you get quotes faster and shorten wait times. Manufacturers can get standard blanks and tools quickly. This helps avoid delays and keeps your project moving.
You also get better quality. Standard tools give you the same results every time. Your parts meet your needs each time. GooDa’s Machining Center works well with standard tools, so you can trust the process.
Tip: Begin your design by thinking about standard tool sizes. This easy step makes your whole project work better.
Making your part design simple helps CNC machining. Complicated shapes can make production slower and cost more. If you add sharp corners, thin walls, or deep holes, the machine has a harder job. The operator also finds it more difficult. These features may need special tools or custom setups. You might spend more time machining and waste more material.
Sharp interior corners
Thin walls
Deep cavities
Non-standard holes or lettering
Intricate geometries
Deep pockets
Tight tolerances

If you skip these features, machinists can use standard tools. This lowers mistakes and cuts out extra steps. Softer materials like Aluminum 6061 are easier to machine. They cost less than harder materials like stainless steel or titanium. Picking easy-to-machine materials keeps your design simple.
Tip: Look at your design and take away features that do not help the part work better.
Simple part shapes make machining faster and more dependable. Taking out extra features and combining steps saves time and money. Fewer features mean fewer setups and shorter machine times. You use less energy and fewer materials.
Removing features and combining steps makes machining quicker and cheaper.
Complicated shapes and freeform surfaces cost more because they need tight toolpaths and small cuts.
The CNC Machining Design Guide says to keep your design simple for better results. You get parts that are more consistent and have fewer mistakes. GooDa’s Machining Center works best with strong, simple parts. Using these tips helps your project go smoothly from design to finished part.
Wall thickness is a key factor in CNC machining. If you keep walls thick enough, your parts stay strong and stable. Thin walls can bend or break during machining. You should follow these minimum thickness guidelines:
For metals, use at least 0.8 mm. This thickness keeps parts strong and prevents bending.
For plastics, use at least 1.5 mm. Plastics can warp or shrink if walls are too thin.
For aluminum in special cases, you can use 0.5 mm if other features support it.
For stainless steel and titanium, use at least 1.0 mm to avoid overheating and distortion.
These numbers help you make parts that last. If you design with these minimums, you avoid problems during machining and use less material waste.
Tip: Always check your design against the CNC Machining Design Guide. This step helps you pick the right wall thickness for each material.
Parts with proper wall thickness are easier to machine and perform better. Thin walls cause many problems. They can bend, vibrate, or fail under stress. Machining thin walls can lead to errors and wasted parts. The table below shows what happens when walls are too thin:
Issue Type | Description |
|---|---|
Structural Issues | Thin walls bend, warp, or break during handling or under load. |
Material Related Issues | Metals distort from heat; plastics warp or shrink after machining. |
Machining Issues | Thin walls deflect under cutting forces, causing vibration and errors. |
GooDa Machinery's Machining Center handles robust parts with ease. If you follow the recommended wall thickness, you get parts that are stable and reliable. You also make machining faster and safer. Strong walls mean fewer mistakes and better results.
Note: Choosing the right wall thickness helps you save money and time. It also keeps your parts strong and ready for use.
You need to pay attention to pocket depth when designing CNC machined parts. Deep pockets can cause many problems during machining. If you make pockets too deep, the cutting tool must reach farther into the material. This increases the risk of tool bending or breaking. You also get more vibration and a rougher surface finish.
Industry guidelines suggest these best practices for pocket depth and corner radii:
Keep the maximum pocket depth to 3–4 times the diameter of the end mill.
Make the internal corner radius at least one-third of the cavity depth.
Use a vertical radius that is one-third the size of the cavity or greater.
Start with a pocket depth of 3–6 mm and adjust based on the cutter and depth.
If you follow these rules, you help the machinist use shorter and stronger tools. Shorter tools do not bend as much. They also last longer and cut more smoothly. You get better parts with fewer errors.

Tip: Try to limit pocket depths to six times the smallest corner radius. This makes the machining process easier and safer.
You can use smart design choices to avoid deep pockets. If your part needs a deep cavity, think about other ways to achieve the same function. You might split the part into two pieces and join them after machining. You can also use ribs or steps instead of one deep pocket.
Limiting pocket depth improves tool life and reduces machining complexity. When you keep pockets shallow, the tool stays stable. You get less deflection and vibration. This means a better surface finish and more accurate parts. The tool also wears out slower, so you save money on replacements.
You make the job easier for the machinist and get parts that meet your needs. GooDa’s Machining Center handles pockets well when you follow these guidelines. You get reliable results and a smoother production process.
You should always think about tool access when designing CNC machined parts. Generous corner radii make it much easier for cutting tools to reach inside pockets and cavities. If you use sharp internal corners, the tool has to work harder and may not fit well. This can slow down the process and increase the risk of tool breakage.
A good rule is to keep the internal corner radius at least one-third of the cavity depth. For most parts, a radius between 3 mm and 6 mm works well. This size matches common end mill diameters, so machinists can use standard tools. You get smoother cuts and better surface finishes. Larger radii also help reduce tool deflection, which means your parts will be more accurate.

Tip: When you add generous radii, you help the machinist use stronger and shorter tools. This makes the machining process faster and more reliable.
You also improve part strength by adding larger corner radii. Sharp corners can create stress points in your part. These stress points make cracks more likely to start, especially if your part will carry a load or face repeated use. When you use fillets or larger radii, you spread the stress over a wider area. This design choice helps prevent cracks and fatigue failure.
Larger radii distribute stress evenly. Your parts become less likely to break or fail under pressure. This is important for parts that need to last a long time or handle heavy loads. A smooth transition in corners also makes the milling process easier and improves the durability of your parts.
Sharp corners concentrate stress and can cause cracks.
Fillets and generous radii spread stress and prevent fatigue failure.
Larger radii make parts stronger and help them last longer.
You get better results when you design with generous corner radii. GooDa’s Machining Center handles these features with ease, giving you strong and reliable parts every time.
Choosing chamfers instead of fillets makes CNC parts easier to make. Chamfers are flat and angled edges. Fillets are rounded edges. Machinists find chamfers much easier to cut. You only need one tool, like a chamfer mill or a cutter with a 45° tip. The tool moves around the edge in one pass. This saves time and lowers costs.
Machinists can cut chamfers faster than fillets. One chamfer mill or a tool with a 45° tip can cut the edge in one pass at high speed.
Chamfers give you more consistent results. The tool does not slow down or change direction much. This means you get smooth and clean edges every time. GooDa’s Machining Center makes chamfering easy. You can set up the machine quickly and switch parts with little effort. This helps you finish jobs faster and keeps production moving.
Chamfers help in more ways than just making machining faster. They make parts safer and easier to handle. Adding chamfers removes sharp edges that can hurt people. Chamfers also help parts fit together during assembly. They guide pieces into place and reduce problems with alignment.
Workers and operators are safer
Assembly is easier because parts fit together better
Less stress means fewer cracks
Parts last longer and are less likely to break
Joints work better for stronger connections
Manufacturing is faster because of standardization
Chamfers also help parts last longer. They lower the risk of cracks and damage. Chamfers keep debris from getting stuck in corners. GooDa’s Machining Center can add chamfers to many parts. You get strong, safe, and reliable parts every time.
Tip: Add chamfers to edges and corners to make parts easier to machine and assemble. This simple step improves quality and speed.
You want your parts to fit and work well together. Sometimes, you need very exact measurements for special features. For example, holes for bearings or sliding surfaces need tight tolerances. Most other features do not need to be super accurate. You can use standard tolerance blocks for parts that are not as important. This makes your parts easier to make and saves money.
Here is a table that shows common tolerance ranges for CNC machined parts:
Tolerance Type | Value |
|---|---|
Standard Tolerance (Automated Factory) | +/- 0.005 in. (0.13mm) |
Standard Tolerance (Semi-Automated Factory) | ISO 2768-1-1989-f (metals), ISO 2768-1-1989-m (plastics) |
You can use ±0.005" or ±0.010" for most sizes. These standards help you get good parts without extra work.
Tip: Only use tight tolerances for features that must fit perfectly. For most parts, standard tolerances work just fine.
Tight tolerances make machining slower and harder. You have to slow down and be more careful. Machinists check the parts more often. They might need special tools or extra steps. This makes the process cost more and take longer.
Tighter tolerances need slower and more careful machining.
You spend more time and supplies to get high precision.
Quality checks are stricter, so there are more steps.
If you only use tight tolerances for important features, you save money and finish faster. You also make fewer mistakes and waste less material. GooDa’s Machining Center can make tight tolerances when needed, but you get the best results by using standard tolerances for most features.
Note: Try to balance how exact your parts need to be with how much they cost. Use tight tolerances only where they are really needed. This helps you get good parts faster and for less money.
You should pick materials that are easy to machine. The material must also be strong enough for your parts. Some materials cut fast and give smooth surfaces. Other materials wear out tools and take longer to finish. If you pick the right material, you save time and money.
Here is a table that shows how easy different materials are to machine:
Material | Machinability Rating (%) | Ease of Machining |
|---|---|---|
Free-Cutting Brass (C36000) | 100% | Very Easy |
Aluminum (6061-T6) | 90–95% | Easy |
Mild Steel (1018) | 70% | Moderate |
Stainless Steel (304) | 30–40% | Hard |
Titanium (Grade 5, Ti-6Al-4V) | 20–25% | Very Hard |
Inconel (Nickel Alloy) | 10–15% | Extremely Hard |
Polyethylene (HDPE) | 90% | Very Easy |
Polycarbonate | 80% | Moderate |
Carbon Fiber (CFRP) | 40–50% | Tough on Tools |
Glass Fiber (GFRP) | 30–40% | Very Tough |
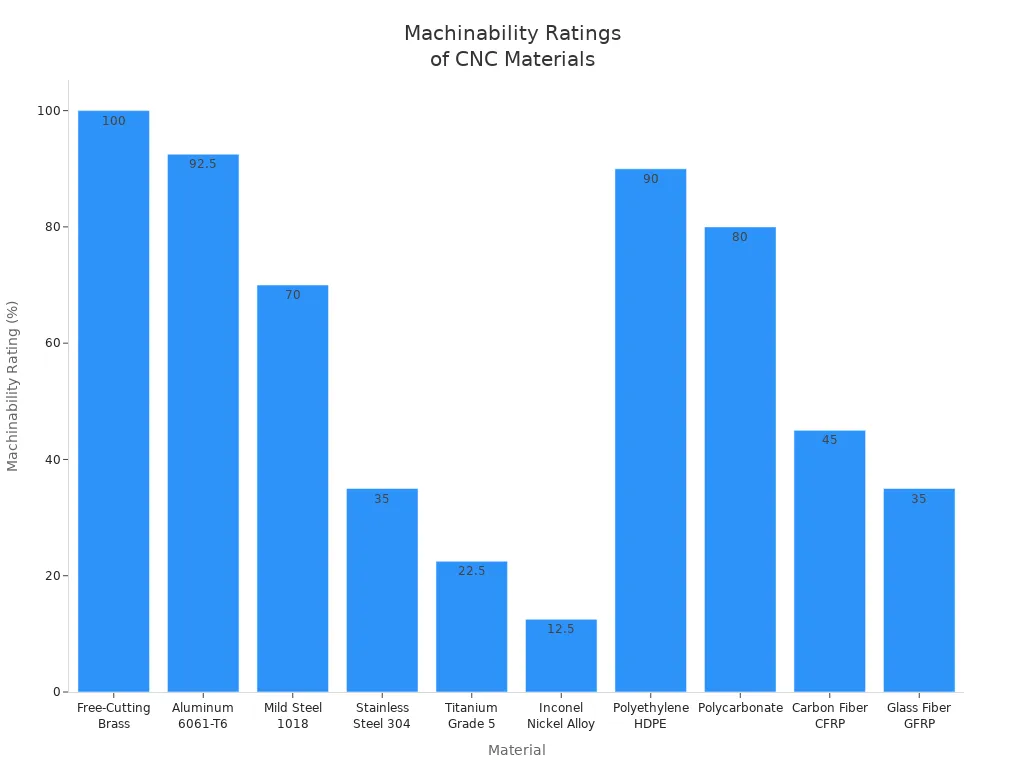
Tip: Pick materials like Aluminum 6061 or Free-Cutting Brass. These are easy to machine and help you finish parts quickly.
GooDa’s Machining Center works with many materials. You can machine metals, plastics, and composites. The machine changes to fit your needs and gives you good results.
You want your parts to work well and last a long time. Sometimes you need strong materials like titanium or stainless steel. These materials are tough but hard to machine. You spend more time and tools making parts from them.
Here are some things to think about when picking materials:
Tools last longer when you use easy-to-machine materials.
Chips break off cleanly with good materials, so you get less burr.
Surface finish gets better with higher machinability.
Tolerance stays tight with easy materials.
Surface stays strong when the material does not get damaged easily.
Cutting forces are lower with soft materials.
Cutting temperature stays down with easy materials.
Hardness and ductility change how easy it is to machine.
Note: Try to balance performance and machinability. Pick materials that work for your parts and are easy to machine. GooDa’s Machining Center helps you get great results, no matter which material you choose.
You want the tool to reach every part of your design. If the tool cannot get to a spot, it costs more and takes longer. Some designs make it hard for the tool to move. These problems include undercuts, thin walls, crowded spots, and blocked areas. Look at the table below to see common problems and how to fix them:
Access Problem | Machining Challenge | Design Solution |
|---|---|---|
Obstructed Features | The tool cannot reach the surface to cut it. | Make sure the tool has a clear path; use simple shapes. |
Undercuts | Needs special tools and tricky paths. | Change the design to remove the undercut or split the part. |
Thin Walls | Walls can shake, bend, or break while cutting. | Make the walls thicker so they are stronger. |
Crowded Features | Not enough space for the tool to fit between parts. | Add more space between features. |
Undercuts need special tools and more setups. Thin walls can shake and break. Crowded spots make it hard for the tool to move around. You can stop these problems by keeping your design simple and spaced out. Give the tool enough room to move easily. This helps you get better parts and fewer mistakes.
Tip: Always check if the tool can reach every area. Simple shapes and open paths make machining much easier.
You save time and money if your part needs fewer setups. Every time you move the part, it takes longer and can cause mistakes. If you design so the tool can reach everything from one or two sides, you need fewer steps.
Modern probing tools help even more. Probing finds the part’s place and direction fast. You do not have to spend a long time setting up by hand. The machine sets up in seconds, not minutes. This means fewer mistakes and faster work.
You can also help by keeping your workspace neat. Keep tools and supplies close to where you work. Use digital guides to help with each setup step. These small things make the whole job go smoother.
Note: Good tool access and smart setups help you finish faster and get better parts. GooDa’s Machining Center makes setups easy and gives you great results every time.
You can make CNC machining faster by using fewer setups. When you do not move parts a lot, you save time. This helps you finish more parts in less time. The machine stays accurate, so your parts are good from start to finish.
Faster setups give you more time to cut parts. You can do more jobs and make more parts.
Less setup time makes your company ready for new orders. You can help customers quickly and build trust.
Using the same steps every time keeps quality high. You do not spend time fixing errors.
Even small time savings can help you earn more money. You make more parts and get more money each month.
Tip: Fewer setups mean less waiting and more making. You get better parts and happier customers.
You can use smart ideas to lower setups. Modular and standard fixtures help you work faster. Quick-change vises and tool layouts make each job easier. You spend less time getting ready and more time cutting.
Here are some steps you can try:
Check and write down how your machine works now.
Find and time the steps that slow down setup.
Group parts that are alike. This means you do not need to change fixtures as much.
You can also design parts to be made in one setup. Try to put more parts in one setup if you can. Break big parts into smaller ones that are easy to put together.
Strategy | Description |
|---|---|
Lets you cut from five sides without moving the part, so you need fewer setups. | |
Modular Fixturing | Uses pallet systems to get fixtures ready before, so you load parts fast. |
Note: GooDa’s Machining Center uses modular fixtures and quick-change setups. You finish jobs faster and keep your work smooth.
You may want to add undercuts to your part for a special shape or function. However, undercuts make CNC machining much harder. You should know the challenges before you add them to your design.
You need special tools like T-slot or dovetail cutters to create undercuts. These tools cost more than standard ones.
Machinists often need to set up the part more than once. Each extra setup takes time and can lead to mistakes.
Special fixtures may be needed to hold the part in place. This adds to the cost and makes the process slower.
Undercuts can make the machine less stable. The tool may shake or bend, which lowers the accuracy of your part.
Complex shapes with undercuts take longer to machine. Longer cycle times mean you pay more for each part.
The cost for each undercut feature can go up by $200 to $800.
More complex parts often lead to higher scrap rates. You may lose more material and waste money.
Tip: If you avoid undercuts, you make your part easier and cheaper to produce. You also get better quality and faster delivery.
You can often reach the same function without using undercuts. Try these design ideas to make your part easier to machine:
Use side machining for through features. This lets the tool reach the area without needing an undercut.
Add larger radii to your design. Bigger curves let machinists use stronger tools and get a better surface finish.
Change overhangs and deep grooves so the tool can reach them from the top or side.
Split your part into two simpler pieces. You can fasten them together after machining. This removes the need for undercuts.
Always choose the largest radius possible for features. Large radii let you use standard tools and avoid special cutters.
You help the machinist and save money when you design without undercuts. GooDa’s Machining Center works best with simple, open shapes. You get strong, accurate parts and a smoother production process.
You can save money and time by picking the right surface finish for your CNC parts. Some finishes need extra steps. These steps can make your parts cost more and take longer to make. If you want a very smooth finish, the machinist may have to slow down the machine. They might also take lighter cuts or even polish the part by hand. These extra steps can make your part cost two or three times more.
If you want a tighter surface finish, the machinist has to do more work and go slower.
Smoother finishes need more checks, which adds to the cost.
If you change from a standard finish (Ra 1.6) to a finer finish (Ra 0.8), it can take twice as long to machine.
You have many choices for finishes that do not cost a lot. The table below shows some popular finishes and why they are good:
Surface Finish Type | Benefits | Cost-Effectiveness |
|---|---|---|
Powder Coating | Looks nice, stops rust, does not cost much | High |
Chromate Conversion Coating | Helps paint stick, protects the surface | Moderate |
Black Oxide Coating | Stops rust, gives a black color | Moderate to High |
Other finishes like spray paint are cheap and work well for big orders. Powder coating is strong and easy to put on. It is a good choice for parts used outside or in tough places.
GooDa’s Machining Center can give you many types of surface finishes. You get good results, whether you want a basic finish or a special coating.
You should always think about what your part needs to do before you pick a surface finish. Some parts need a smooth finish if they move or seal. Other parts just need to look nice or not rust. If you only ask for a smooth finish on important spots, you do not waste time or money on other areas.
Use smoother finishes only where they are needed for the part to work.
Standard finishes are fine for most surfaces.
Save special finishes for parts that need to look good or last longer.
A smart plan for surface finishes helps you save money and finish your project on time. GooDa’s Machining Center lets you pick the best finish for each part. You get strong, high-quality parts that do what you need.
Tip: Always match your surface finish to what the part really needs. This easy step helps you save money and get the best results.
When you use these 12 CNC design tips, making parts gets easier. You spend less money and work faster. You should not use sharp corners. Do not make deep cavities. Only ask for tight tolerances if you really need them. If you order more parts at once, you save even more money. GooDa’s Machining Center always gives you good and steady results. You can get even better parts if you talk to CNC machining experts.
Benefit | How Experts Help |
|---|---|
Efficiency Improvement | Specialized knowledge and skills |
Waste Reduction | Lean principles and workflows |
Quality Assurance | Standardized work and management |
Supply Chain Resilience | Strong supply chain strategies |
Time-to-Market | Faster engineering processes |
You get the best parts when you use smart design and listen to experts.
Aluminum 6061 works very well for CNC machining. It is easy to cut and gives smooth surfaces. Free-Cutting Brass is also good for making parts quickly.
You can save money by picking standard tool sizes. Use simple shapes in your design. Only use tight tolerances if you really need them. Choose materials that are easy to machine.
Tip: Talk to your machinist before you finish your design. They can help you make better choices.
Deep pockets make it harder to machine parts. Tools can bend or wear out faster. The surface may turn out rough and cost more. Shallow pockets are easier and cheaper to make.
GooDa’s Machining Center can make both simple and complex parts. It works with many shapes and materials. You get accurate and steady results every time.
Surface finishes change how your part looks and works. Smoother finishes help parts that move. Standard finishes are fine for most jobs. Pick the finish that fits what you need.


